Here you will find a glimpse of four of the most common opportunities to save energy with motors. It's just a glance indicating rules of thumb to calculate savings. For more in-depth descriptions go to "Opportunities Overview".
Overview: Downsizing motors will improve power factor and reduce power factor penalty charges by the electric utility, as well as reduce the kVARs of additional capacitance. The graph below shows how the efficiency plummets for motors at light loads.
Figure 1: Motor Efficiency vs Percent Load
How to Identify: Any motor that operates continuously at part load is a candidate. Verify that it will not be loaded beyond its capacity at some point in its operation.
Notes: Good candidates include chippers or Hogs: put the fluke on to record and have plant personnel feed through as much material as possible (simulating worst case scenario). It is okay for the biggest spikes on fluke trace to go a fair amount over your proposed motor’s nameplate power if they are brief.
Rule of Thumb Estimates:

Assumes motor is 75 percent loaded and has a full load efficiency of 90 percent. $.05/kilowatt-hour (kWh) for electricity, Motor runs eight hours a day (one typical shift), five days a week, 50 weeks a year. ** Full load amps may be stamped on the motor nameplate.
Overview: Friction between standard V-belts and the sheave generates excess heat within the belt, resulting in an energy loss and shortened belt life. Notched V-belts or high torque drive belts (HTDB) reduces slip and allows the belt to bend around sheaves with less energy loss. Reduction in output speed and efficiency occurs when a standard V-belt slips within the groove of the sheave. Efficiency improvements have been found to range from 1% to 3% for notched V-belts and approximately 4% for HTDB.
How to Identify: Often the motor belt will be visible. Although it can be hard to identify belt type while the motor is operating, belt type is normally evident. If unsure, ask facility personnel or request to power off the motor.
Notes: Although more efficient, high torque drive belts require the teeth of the pulley to match the belts. This will increase implementation costs when retrofitting from standard V-belt.
Rule of Thumb Estimates:

Image assumes efficiency of 100% for standard V-Belt.
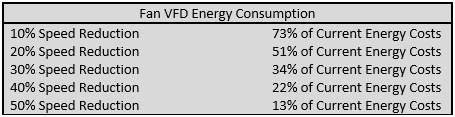
Overview: Variable Frequency Drives (VFDs) vary the speed of the motors reducing the amount of torque transferred. The VFD reduces motor speed to the minimum needed setting, reducing energy consumption. Likewise, it will increase application of motor speed as more cases are demanded in the fill room. Savings are achieved by installing a VFD to reduce speed and electrical power when not needed while reducing wear associated with unneeded movement.
How to Identify: Motors that are used for applications where motor speed varies. Examples include trim air compressors, fans, and pumps.
Notes: Manual bypass which allows the end-use equipment to continue to be used at full speed if VFD fails. Additionally, line reactors should be considered when recommending adding a VFD.
Rule of Thumb Estimates:
Overview: Motors that run continuously while not loaded and/or needed increase energy costs. Finding ways to control these systems more effectively can lead to decreases in annual energy use. Installing programmable logic controls (PLC) and soft starts, eliminating unneeded processes, or evaluating poor worker habits are all great methods to reduce time motors unnecessarily idle.
How to Identify: There are many reasons idling motors are not turned off when they should be. The three main reasons are because the equipment is overlooked or “forgotten”, left on when the facility is not in operation hours (i.e. nights and/or weekends), or because of poor workplace habits or processes. Overlooked equipment is typically machinery that is no longer needed but left on or when cost savings have never been properly evaluated. Similarly, equipment is regularly left on during off hours due to a lack of awareness of how much energy is being used unnecessarily. Lastly, there are often poor process habits that can significantly increase energy consumption. An example of this may be a worker not turning off a motor during breaks, shift change, lunch, etc.
Rule of Thumb Estimates:
Assumes motor is 75 percent loaded and has a full load efficiency of 90 percent. $.05/kilowatt-hour (kWh) for electricity, Motor runs eight hours a day (one typical shift), five days a week, 50 weeks a year. ** Full load amps may be stamped on the motor nameplate.